








金属3D打印 等离子弧增材制造打印零件展示
作者: 镭明激光
访问量:
时间:2021-06-30
等离子弧增材制造技术
等离子弧送丝增材制造(PAW,Plasma Arc Weld)由等离子弧作为热源,扫描经由零件分层得到的成型路径,在金属基板上形成一个移动的熔池,将外部填充的金属丝材熔化而成的金属熔滴,不断的送入熔池,通过在成型路径上逐层累积金属材料,实现零件的成型。

等离子弧增材制造优势
等离子弧送丝增材制造系统以等离子电源作为热源,能量密度可达106W/cm3以上,与激光相当;目前市面上等离子弧增材设备的送丝夹具固定在焊枪上,无法跟随焊枪移动方向的改变而改变送丝方向。TSC-PWAAM实现了前侧向送丝,解决了送丝方向与成型方向不同而导致的成型缺陷,保证了各方向打印同性,其成型过程中焊接电流、送丝速度可单独控制,在成型不同材料时,工艺参数可选择性更多;成形原材料为金属丝材,相对于激光粉末增材,材料利用率更高、成型效率更高。
TSC-PWAAM尺寸支持定制,可实现各种大尺寸金属构件的增材制造以及各种金属构件的修复再制造。具有设备成本低、容易改装、沉积速率高、节约原材料、不受尺寸限制和易于实时修复等诸多优点。
设备一机多用,既可用于增材制造直接成形,也可用于零部件磨损修复,在民用航空航天以及民用领域都非常适用。
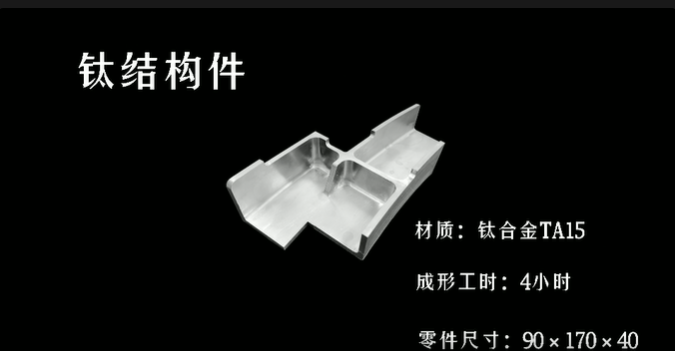
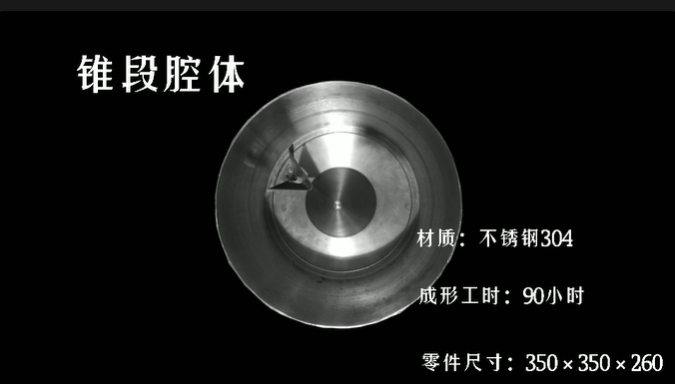
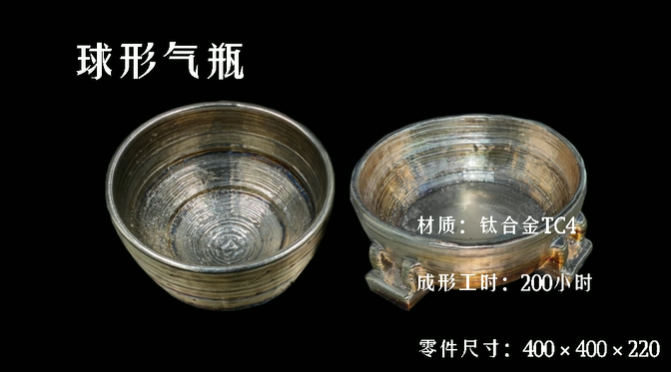
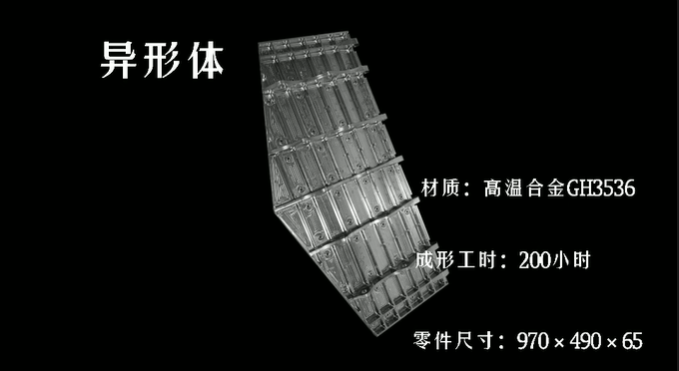
等离子增材制造成形材料可包括铝合金、镁合金、各类钢合金、高温合金、钛合金等。
成形零件展示
下一篇
下一篇
相关文章
市场活动


